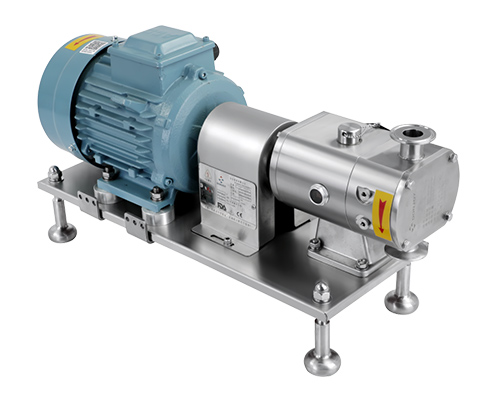



Application
◆Lobe pump with built-in safety valve effectively reduces the possibility of pump breakdown when pipeline pressure exceeds the safety valve during transportation or caused by other equipments' failure.
◆Features: Relief valve automatically open when the pressure exceed the setting pressure, it can also be forced open by air
◆Options: air/air,spring/air,pressure from 1bar-6bar
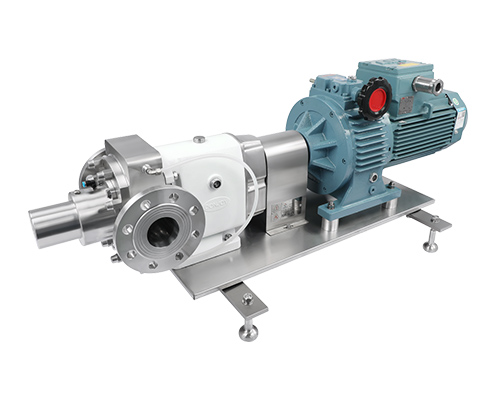
Technical specifications
◆ Maximum flow: 90m3 / H
◆ Maximum pressure: 15bar
◆ Maximum temperature: 150 ℃
◆ Maximum speed: 750 rpm
◆ Material: ASTM 316L, 1.4404
◆ Inside surface: Ra0.8μm
◆ Certificate: 3-A-02-11NO.1579; CE-MD / 06-42; FDA.177.2600